|
 |
 |
 |
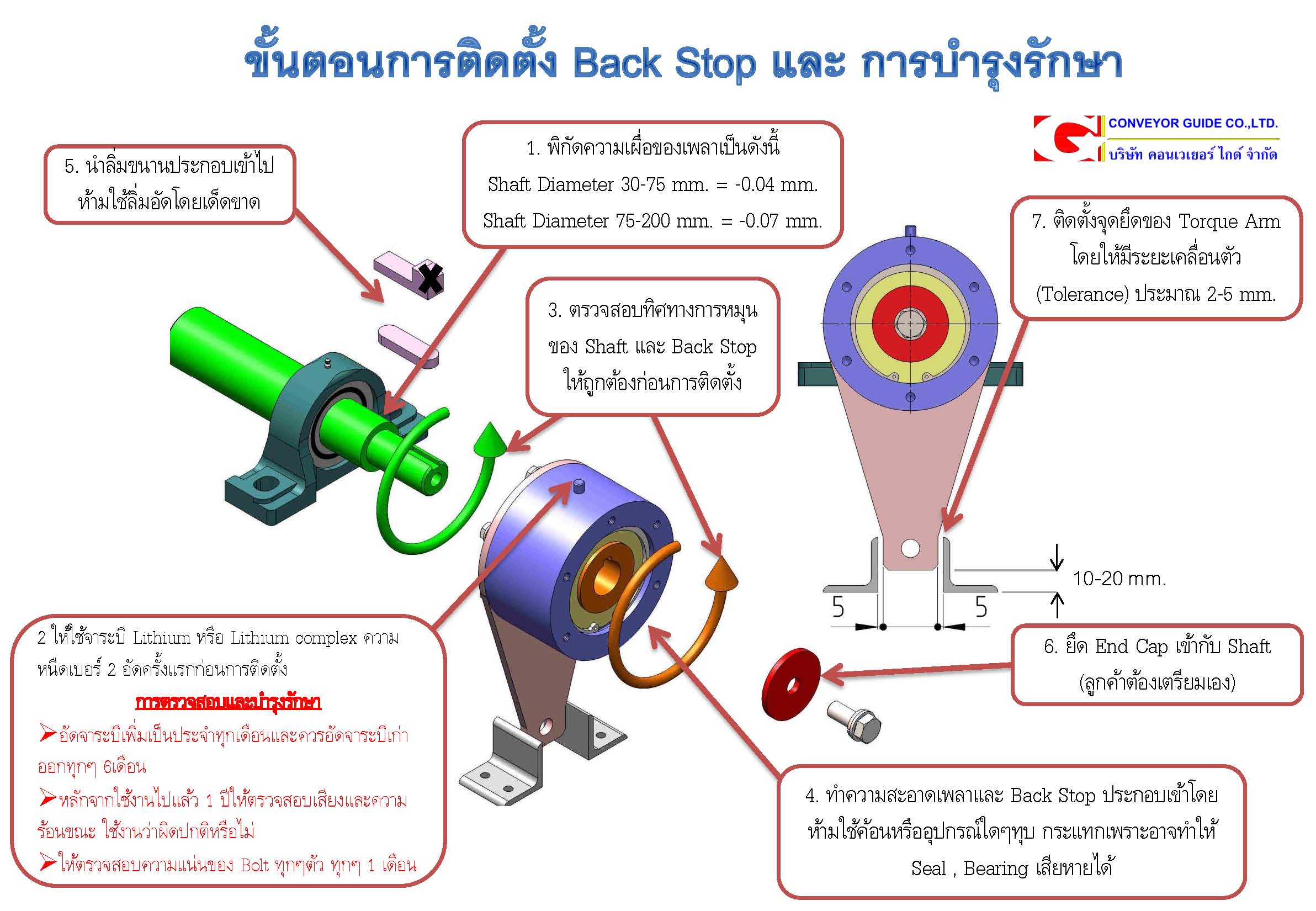
| BackStop ขั้นตอนการติดตั้ง Back Stop เป็นอีกขั้นตอนหนึ่งที่มีความสำคัญไม่น้อยไปกว่าขั้นตอนการผลิต เพราะการติดตั้งนั้นจะส่งผลโดยตรงต่อประสิทธิภาพและอายุการใช้งานของ Back Stop การติดตั้ง Back Stop ในทางปฏิบัตินั้น ง่ายและไม่มีความยุ่งยากแต่อย่างใดแต่ประเด็นมันอยู่ที่ว่าจะรู้วิธีขั้นตอน (Procedure) การปฏิบัติที่ถูกต้องหรือไม่แค่นั้นเองครับ วันนี้ทีมงาน Conveyor Guide จะนำเสนอวิธีการติดตั้ง Back Stop ให้กับท่านที่กำลังจะติดตั้งหรือติดตั้งไปแล้วก็ดี เพื่อการติดตั้งที่ถูกต้องหรือตรวจสอบของเดิมที่ติดตั้งไปแล้วก็ได้ครับ คำเตือนวิธีการติดตั้งในฉบับนี้สามารถใช้ติดตั้งกับระบบป้องกันการหมุนกลับของระบบลำเลียง, ปั๊ม, พัดลม หรือลักษณะการทำงานที่คล้ายกันเท่านั้นครับ เพื่อให้เข้าใจง่ายขึ้น จะขออธิบายเป็นข้อๆก็แล้วกันนะครับ
1.ให้ใช้จาระบี Lithium หรือ Lithium complex ความหนืดเบอร์ 2 อัดครั้งแรกก่อนการติดตั้ง
การตรวจสอบและบำรุงรักษา
►อัดจาระบีเพิ่มเป็นประจำทุกเดือนและควรอัดจาระบีเก่าออกทุกๆ 6เดือน
►หลักจากใช้งานไปแล้ว 1 ปีให้ตรวจสอบเสียงและความร้อนขณะ ใช้งานว่าผิดปกติหรือไม่
►ให้ตรวจสอบความแน่นของ Bolt ทุกๆตัว ทุกๆ 1 เดือน 2.ก่อนดำเนินการติดตั้งสิ่งแรกที่ต้องคำนึงถึงเลยก็คือทิศทางในการหมุนของ Back Stop โดยต้องตรวจสอบให้รอบคอบว่าทิศทางใดหมุนฟรีและทิศทางใดทำหน้าที่ป้องกันการไหลกลับ เพราะติดตั้งผิดทิศทางจะส่งผลเสียต่อระบบต้นกำลังของระบบ เช่น หากใช้ Motor เป็นต้นกำลังอาจทำให้ Motor Trip หรือไหม้ก็ได้ครับและในบางครั้งกรณีอาจทำให้ เม็ด Clutch ภายใน Back Stop ชำรุดก็เป็นได้ 3.ประกอบ Torque Arm เข้ากับตัว Back Stop โดยให้ Torque Arm อยู่ด้านใน (ตามรูป) ก่อนประกอบควรตรวจดูให้แน่ใจก่อนนะครับว่า Torque Arm ต้องประกบแนบสนิทกับ Back Stop อย่างสมบูรณ์ 4.ทำความสะอาดเพลาและรูของ Back Stop เพื่อป้องกันสิ่งสกปรกไปสร้างความเสียหายต่อเพลาและ Back Stop 5.ประกอบ Back Stop เข้ากับเพลา ไม่ควรใช้ค้อนในการเคาะอัด Back Stop เข้าไปในเพลาเพราะอาจจะทำให้ Seal, Bearing เสียหายได้ แต่หากหลีกเลี่ยงไม่ได้ก็ให้ใช้ค้อนยางหรือท่อนไม้รองก่อนที่จะใช้ค้อนตอก Back Stop ในจุดที่เป็นวงแหวนใน (Inner Ring) เท่านั้นเพราะจะเป็นการลดโอกาสที่จะทำให้ Seal และ Bearing เสียหาย (โดยปกติแล้ว Back Stop จะสามารถสวมเข้ากับเพลาได้อย่างง่ายเนื่องจากเป็นระบบพิกัดสวมคลอน h7 – h8) 6.นำลิ่มขนานเข้าประกอบในกรณีที่เป็นปลายร่องลิ่มแบบเปิด แต่หากร่องลิ่มเป็นแบบปิดก็ต้องประกอบลิ่มก่อนขั้นตอนที่ 5 และห้ามใช้ลิ่มอัดในการประกอบ Back Stop เด็ดขาดเพราะจะทำให้เกิดความเค้นภายใน Back Stop ที่สูงซึ่งจะส่งผลให้ชิ้นส่วนภายใน Back Stop ชำรุด
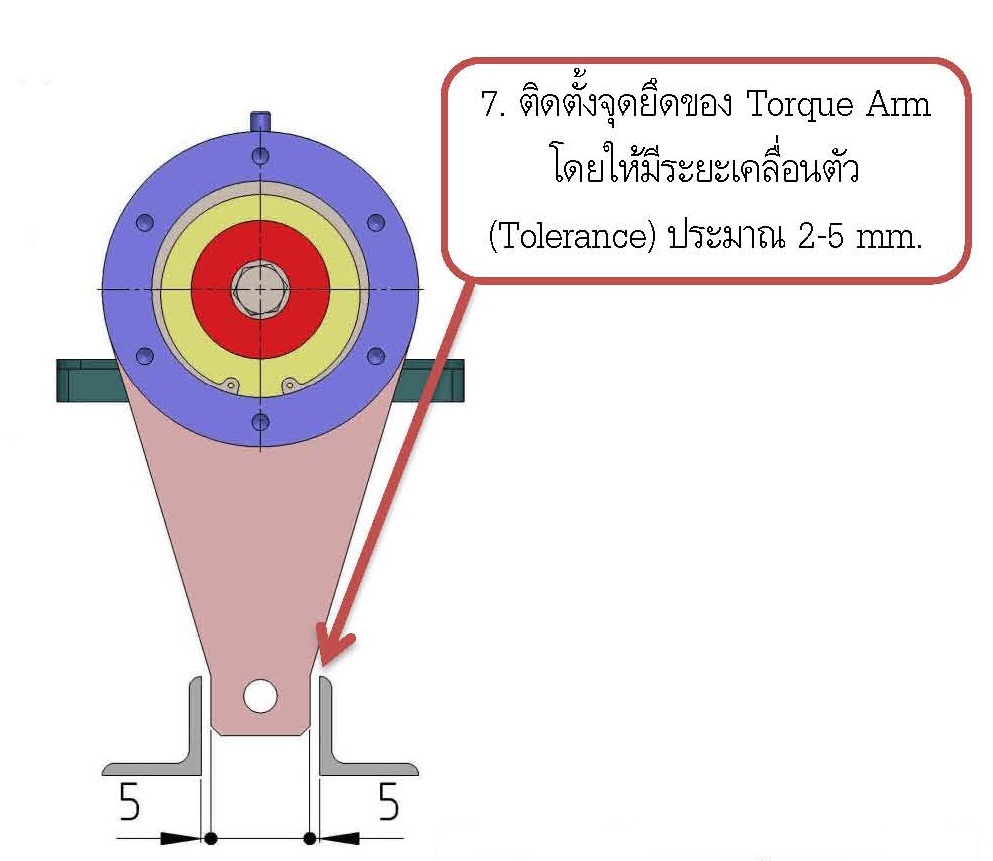
7.ติดตั้งจุดยึด ของ Torque Armโดยให้มีระยะเคลื่อนตัว (Tolerance) ประมาณ 2-5 mm และต้องมั่นใจว่าจุดยึดแข็งแรงสามารถรองรับ Torque ที่เกิดขึ้นในระบบได้ด้วยนะครับ 8.ในกรณีที่ไม่สามารถใส่ End Plate ได้การป้องกันการเคลื่อนตัวของ Back Stop ออกจากเพลาต้องติดตั้งเหล็กขวางที่จุดยึดของ Torque Arm หลักจากทำการติดตั้งเรียบร้อยแล้วจะพบว่าในขณะที่ระบบทำงานด้านปลายของ Torque Arm จะสามารถแกว่งตัวได้เล็กน้อยเพื่อเป็นการลดความเค้นและแรงบิดภายในตัว Back Stop เพื่อช่วยลดความเสียหายที่จะเกิดขึ้นกับชิ้นส่วนภายในของ Back Stop ด้วย
|